In the world of polymer foams, selecting the right material is critical for performance, cost efficiency, and durability. Three widely used options—Expanded Polyethylene (EPE), Ethylene Vinyl Acetate (EVA), and Polyurethane (PU) foam—each offer distinct properties suited to specific industrial needs.
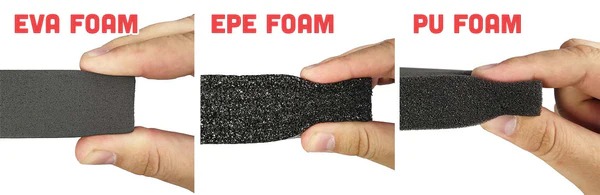
Expanded Polyethylene (EPE) is a closed-cell foam known for its lightweight structure, cushioning, and excellent moisture resistance. It is widely used in packaging, insulation, and surface protection. EPE stands out for its cost-effectiveness and recyclability, making it ideal for high-volume applications. However, it has lower flexibility and resilience than EVA.
EVA foam offers superior flexibility, elasticity, and shock absorption. It is commonly used in sports equipment, footwear, and automotive interiors. EVA provides better recovery after compression, but it comes at a higher cost than EPE and may not be as economical for bulk packaging solutions.
Polyurethane (PU) foam is highly versatile and is available in both rigid and flexible forms. It delivers excellent cushioning and comfort, making it suitable for furniture, bedding, and insulation. However, PU foam is generally more expensive and less resistant to moisture than EPE.
At Comfex, we understand that material selection depends on application requirements. While EVA and PU foams have their advantages in specialized applications, EPE remains the most efficient and cost-effective solution for protective packaging and industrial use cases—which is where our expertise lies.
The best company in the foams manufacturing business, with a diverse portfolio.



